Hem / Nyheter / Branschnyheter / Hur skyddar man sintrade NdFeB-magneter för synkronmotorer från korrosion?
 EN
EN
Branschnyheter
Oct 24,2025
Hur skyddar man sintrade NdFeB-magneter för synkronmotorer från korrosion?
Varför är sintrade NdFeB-magneter i synkronmotorer utsatta för korrosion?
Innan du utforskar skyddsmetoder är det viktigt att förstå grundorsakerna till korrosion i sintrade NdFeB-magneter (neodym-järn-bor) - de starkaste permanentmagneterna som finns tillgängliga, men i sig känsliga för nedbrytning. Denna sårbarhet förstärks i synkronmotorer (används i elbilar, industriella drivningar och förnybara energisystem), som ofta arbetar i tuffa miljöer:
Materialsvaghet:
Sintrade NdFeB-magneter innehåller 25–35 % neodym (Nd) och 60–70 % järn (Fe) – båda mycket reaktiva metaller. Nd oxiderar snabbt i luft och bildar lösa, porösa oxider (Nd₂O3), medan Fe rostar (Fe₂O3/Fe₃O4) i närvaro av fukt. Magnetens sintrade struktur (bildad genom pressning och uppvärmning av pulver) skapar också små porer (0,1–1 μm) över dess yta – dessa porer fångar upp fukt, syre och föroreningar (t.ex. motorolja, damm), vilket påskyndar lokal korrosion (pitting).
Driftsmiljöer för synkronmotorer:
Synkronmotorer utsätter magneter för korrosionsutlösare som förvärrar nedbrytningen:
Fukt: Motorer i elbilar (underrede), industripumpar (nära vatten) eller vindturbiner (utomhus) absorberar fukt eller vattenånga, som reagerar med Nd och Fe.
Temperaturfluktuationer: Motorer värms upp under drift (80–150°C) och svalnar när de är avstängda – denna "termiska cykling" orsakar kondens inuti motorn och avsätter flytande vatten på magnetytor.
Kemiska föroreningar: Motorsmörjmedel (med svavel- eller klortillsatser), kylmedel (glykolbaserade) eller industriångor (i fabriker) fungerar som elektrolyter och påskyndar elektrokemisk korrosion (den primära orsaken till magnetfel).
Mekanisk påfrestning: Rotorvibrationer i höghastighetssynkronmotorer (t.ex. EV-traktionsmotorer) kan spricka skyddande beläggningar och utsätta blankt magnetmaterial för korrosiva element.
Om den lämnas oskyddad minskar korrosion magnetens magnetiska flödestäthet (med 5–20 % inom 1–2 år) och försvagar dess mekaniska styrka – vilket så småningom leder till rotorobalans, minskad motoreffektivitet eller fullständig magnetsönderdelning.
 Klicka för att besöka våra produkter: sintrade NdFeB-magneter i synkronmotorer
Klicka för att besöka våra produkter: sintrade NdFeB-magneter i synkronmotorer
Vilka ytbeläggningstekniker är mest effektiva för korrosionsskydd?
Ytbeläggningar är den första försvarslinjen för sintrade NdFeB-magneter i synkronmotorer — de fungerar som en barriär mellan magneten och korrosiva element. Valet av beläggning beror på motorns driftstemperatur, fuktexponering och kostnadsbegränsningar. Nedan är de mest effektiva alternativen:
Elektrofri nickel-fosfor (Ni-P) beläggning (vanligast för motorer)
Hur det fungerar: En kemisk avsättningsprocess som bildar ett enhetligt, tätt nickel-fosforskikt (5–20 μm tjockt) på magnetytan. Beläggningen är amorf (icke-kristallin) när den avsätts, och värmebehandling (200–400°C) omvandlar den till en hård, slitstark struktur (HV 800–1000).
Korrosionsbeständighet: Ni-P-beläggningar tål 500–1000 timmars testning av neutral saltspray (NSS) (enligt ASTM B117) utan röd rost – långt över 240 timmars minimum för motorapplikationer. Beläggningen tätar ytporerna och förhindrar inträngning av elektrolyter.
Synkronmotorfördelar:
Tål höga temperaturer (upp till 200°C) – kompatibel med de flesta synkronmotorers driftområden (80–150°C).
Utmärkt vidhäftning till sintrad NdFeB (även på oregelbundna magnetformer, som bågsegment för rotorer).
Motstår motorolja och kylmedel – ingen kemisk reaktion med vanliga smörjmedel.
Begränsningar: Mottaglig för sprickbildning under extrem termisk cykling (t.ex. elmotorer som snabbt värms upp från 25°C till 150°C). För sådana fall används en "Ni-P topplack" (t.ex. epoxi) för att öka flexibiliteten.
Epoxihartsbeläggning (kostnadseffektiv för miljöer med låg fuktighet)
Hur det fungerar: En flytande epoxi (värmehärdande polymer) sprayas eller doppas på magneten och härdas sedan vid 80–120°C för att bilda en tunn (10–30 μm) film. Tillsatser som keramiska partiklar eller korrosionsinhibitorer (t.ex. zinkfosfat) kan blandas in för att öka prestandan.
Korrosionsbeständighet: Standardepoxibeläggningar tål 200–400 timmars NSS-testning; "högpresterande" epoxi (med korrosionsinhibitorer) når 600 timmar. Beläggningen är ogenomtränglig för fukt och oljor.
Synkronmotorfördelar:
Låg kostnad (1/3 av priset för Ni-P) – perfekt för budgetkänsliga industrimotorer (t.ex. små pumpar).
Flexibel – motstår sprickbildning från vibrationer eller termisk cykling (kritiskt för EV-traktionsmotorer).
Isolerande egenskaper – förhindrar elektrisk kortslutning mellan magneter och rotorkomponenter.
Begränsningar: Lågtemperaturmotstånd (max 120°C) – inte lämplig för synkronmotorer med hög effekt (t.ex. vindturbingeneratorer som når 150°C).
Fysisk ångavsättning (PVD) beläggningar (hög temperatur, hög prestanda)
Hur det fungerar: En vakuumbaserad process som förångar metaller (t.ex. aluminium, krom) eller keramik (t.ex. Al₂O₃, TiN) och avsätter dem som en tunn (1–5 μm) film på magnetytan. PVD-beläggningar är täta, enhetliga och binder starkt till magneten.
Korrosionsbeständighet: PVD Al₂O₃-beläggningar tål 1000 timmars NSS-testning och motstår oxidation upp till 500°C. De är ogenomträngliga för syror, alkalier och motorkylmedel.
Synkronmotorfördelar:
Extrem temperaturtolerans – idealisk för synkronmotorer med hög effekt (t.ex. flygplansframdrivningsmotorer, industriella enheter) som arbetar vid 150–250°C.
Tunn beläggning (ingen påverkan på magnetens dimensioner) – avgörande för precisionsrotorenheter där magnetstorleken påverkar balansen.
Begränsningar: Hög kostnad (5 gånger mer än Ni-P) och begränsad till produktion i små serier – används mest i flyg- eller elmotorer av högsta klass.
Zink-nickel (Zn-Ni) legeringsbeläggning (saltvattenbeständig)
Hur det fungerar: En galvaniseringsprocess som bildar en 5–15 μm tjock zink-nickellegering (10–15 % nickel) på magnetytan. Legeringen bildar ett passivt oxidskikt (ZnO·NiO) som självläker mindre repor.
Korrosionsbeständighet: Klarar 1000 timmars NSS-testning – utmärkt för motorer som utsätts för saltvatten (t.ex. marina synkronmotorer, kustnära vindturbiner).
Synkronmotorfördelar:
Överlägsen saltvattenbeständighet – överträffar Ni-P i kustnära eller marina miljöer.
God duktilitet – motstår sprickbildning från rotorvibrationer.
Begränsningar: Lägre temperaturbeständighet (max 150°C) och högre kostnad än Ni-P för icke-marina applikationer.
Hur optimerar man magnetdesign och motormontering för korrosionsskydd?
Enbart ytbeläggning räcker inte – designval för magnet- och motoraggregatet spelar en avgörande roll för att minimera korrosionsrisken. Dessa optimeringar kompletterar beläggningar och förlänger magnetens livslängd:
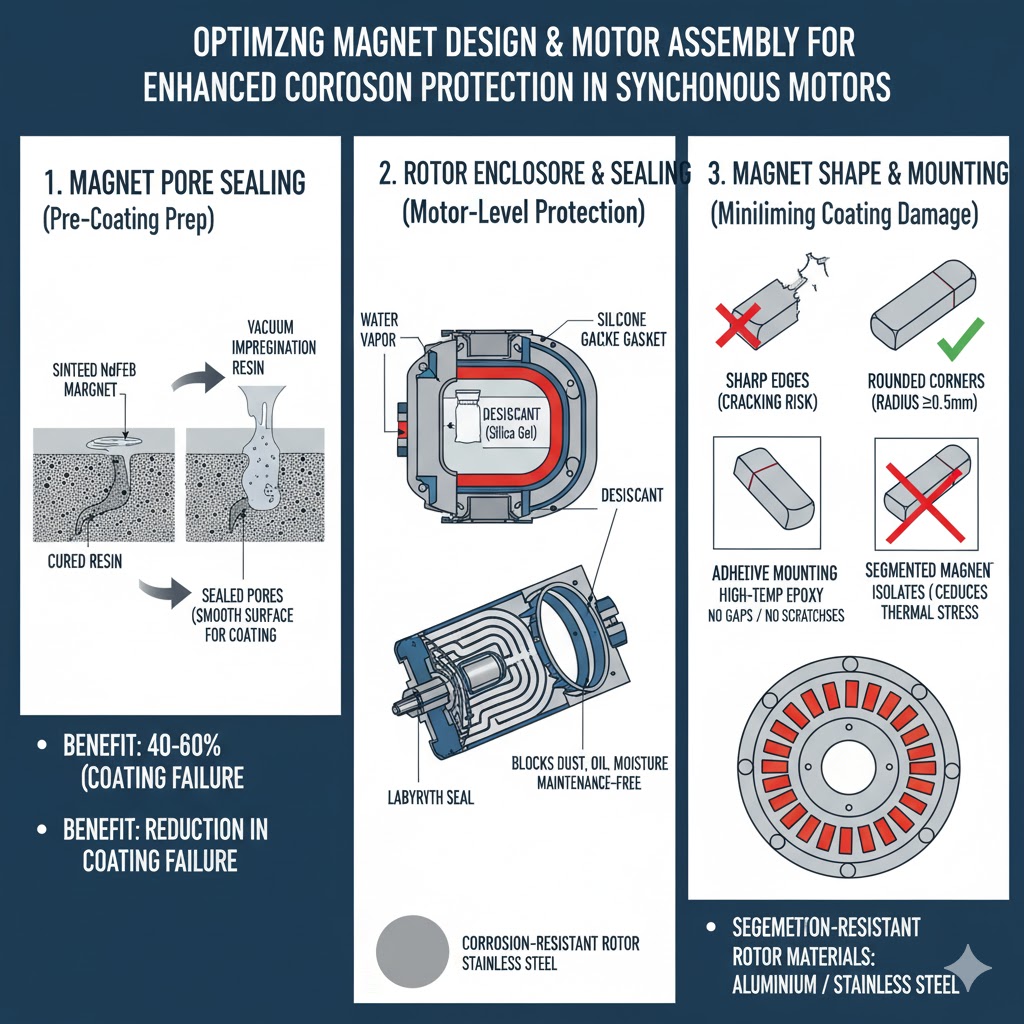
Magnetporförsegling (förbeläggning)
Sintrade NdFeB:s ytporer fångar upp fukt och föroreningar, vilket undergräver beläggningens effektivitet. Förbeläggning av portätning är viktigt:
Process: Efter sintring doppas magneterna i en lågviskös harts (t.ex. akryl eller silikon) som penetrerar porerna (via vakuumimpregnering), och härdas sedan för att täta dem. Detta skapar en slät, porfri yta för beläggningsvidhäftning.
Fördel: Förseglade porer minskar beläggningsfel med 40–60 % – beläggningar "bryggar" inte längre över porerna (som kan spricka och släppa in fukt). För synkronmotormagneter är detta steg obligatoriskt för Ni-P- eller PVD-beläggningar.
Rotorkapsling och tätning (skydd på motornivå)
Motorns rotor (där magneter är monterade) ska vara inneslutna för att förhindra att fukt och föroreningar når magneter:
Hermetisk tätning: För motorer i våta miljöer (t.ex. elbilar, marina applikationer), använd ett hermetiskt förseglat rotorhus med gummipackningar (t.ex. nitril eller silikon) för att blockera vattenånga. Tillsätt ett torkmedel (t.ex. silikagel) inuti höljet för att absorbera kvarvarande fukt.
Labyrinttätningar: För höghastighetssynkrona motorer (t.ex. vindturbiner), använd labyrinttätningar (sammankopplade metallfenor) på rotoraxeln – dessa skapar en slingrande bana som förhindrar att damm, olja och fukt kommer in i magnetområdet. Labyrinttätningar är underhållsfria och kompatibla med höga temperaturer.
Korrosionsbeständiga rotormaterial: Använd aluminium eller rostfritt stål (304/316) för rotorkärnan – dessa material rostar inte och förhindrar galvanisk korrosion (när olika metaller, som järn och koppar, reagerar i närvaro av elektrolyter).
Magnetform och montering (minimerar beläggningsskador)
Sättet magneter formas och monteras i rotorn påverkar beläggningens integritet:
Släta kanter och hörn: Undvik skarpa kanter (som är benägna att spricka beläggningen) genom att designa magneter med rundade hörn (radie ≥0,5 mm). Vassa kanter kan spricka under monteringen, vilket exponerar fritt magnetmaterial.
Självhäftande montering (istället för mekanisk fastspänning): Använd epoxilim med hög temperatur (t.ex. epoxihartser med keramiska fyllmedel) för att binda magneter till rotorn - mekaniska klämmor (t.ex. metallfästen) kan repa beläggningar eller skapa luckor där fukt samlas. Lim fyller också små luckor mellan magneter och rotorn, vilket minskar fuktupptagningen.
Segmenterad magnetdesign: För stora rotorer, använd små, segmenterade magneter (istället för en stor magnet) - om ett segments beläggning är skadad begränsas korrosion till det segmentet (förhindrar fullständig rotorfel). Segment minskar också termisk stress (mindre expansion/sammandragning), vilket minskar risken för sprickbildning i beläggningen.
Vilka underhålls- och driftsrutiner förhindrar korrosion?
Även med beläggningar och designoptimeringar är regelbundet underhåll och korrekt drift nyckeln till att förlänga magnetens livslängd i synkronmotorer. Dessa metoder behandlar slitage, beläggningsskador och miljöexponering:
Rutininspektion och beläggningsreparation
Visuella inspektioner: Var 6–12:e månad (eller efter exponering för extrema förhållanden, som kraftigt regn), inspektera motorns insida (via inspektionsportar) för tecken på korrosion: röd/brun rost på magneter, bubblande eller flagnande beläggningar eller vita oxidavlagringar.
Icke-förstörande testning (NDT): För kritiska motorer (t.ex. vindturbiner), använd ultraljudstestning för att upptäcka dold korrosion under beläggningar (t.ex. gropar inuti porerna) eller virvelströmstestning för att kontrollera beläggningens tjocklek.
Fläckreparationer: Om små skador på beläggningen upptäcks (t.ex. en repa), rengör området med alkohol, applicera en liten mängd epoxiharts (för lågtemperaturmotorer) eller Ni-P-bättringsfärg (för högtemperaturmotorer) och härda den enligt tillverkarens riktlinjer. Detta förhindrar att lokal korrosion sprids.
Fukt- och temperaturkontroll
Avfuktning: För motorer som lagras eller drivs i miljöer med hög luftfuktighet (RH >60%), installera en avfuktare i motorrummet eller använd en heatedrotor (en liten värmare inuti rotorn) för att hålla interiören torr (RH <40%).
Undvik termisk chock: Minimera snabba temperaturförändringar (t.ex. start av en kall motor vid full belastning) – termisk chock orsakar sprickbildning i beläggningen. Öka istället motorhastigheten gradvis (över 5–10 minuter) för att låta magneten och beläggningen värmas jämnt.
Underhåll av kylvätska: För vätskekylda synkronmotorer, kontrollera kylvätskenivåer och kvalitet var 3–6:e månad. Byt ut kylvätska som är förorenad med vatten (använd en refraktometer för att mäta glykolkoncentrationen) eller som har ett pH utanför intervallet 7–9 (sur/alkalisk kylvätska korroderar beläggningar).
Föroreningshantering
Olje- och dammkontroll: Håll motorområdet rent – torka omedelbart upp oljespill (motorolja innehåller svavel som bryter ned Ni-P-beläggningar) och använd luftfilter för att förhindra dammansamling (damm fångar upp fukt, påskyndar korrosion).
Undvik kemisk exponering: För industrimotorer, se till att motorn inte utsätts för syror, alkalier eller lösningsmedel (t.ex. rengöringskemikalier). Om exponering inträffar, skölj motorns utsida med vatten (om det är säkert) och torka den noggrant.
End-of-Life Hantering
När en motor har tagits ur bruk, ta bort och inspektera magneterna - om beläggningarna är intakta och korrosion är minimal, kan magneter återanvändas i motorer med lägre effekt (t.ex. små pumpar). Detta minskar avfallet och sänker ersättningskostnaderna. För korroderade magneter, kassera dem på rätt sätt (enligt lokala föreskrifter) för att undvika miljöförorening (Nd är en sällsynt jordartsmetall som kan läcka ut i jord/vatten).
Vilka är de bästa metoderna för specifika synkronmotortillämpningar?
Korrosionsskyddsbehoven varierar beroende på applikation – nedan följer skräddarsydda rekommendationer för de vanligaste användningarna av synkronmotorer:
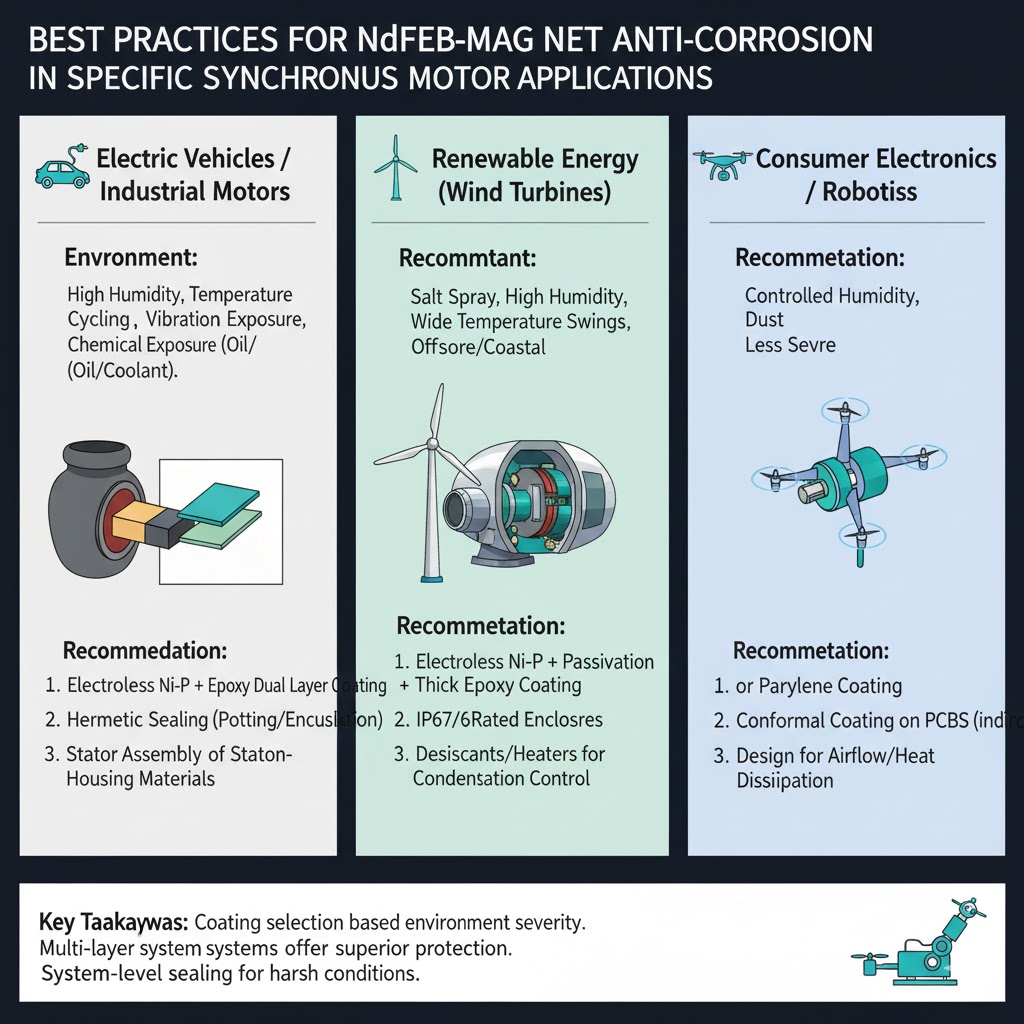
EV-traktionsmotorer (hög vibration, termisk cykling)
Beläggning: Ni-P epoxitopplack (Ni-P för korrosionsbeständighet, epoxi för flexibilitet för att motstå vibrationer/termisk cykling).
Design: Hermetiskt tillsluten rotor med silikonpackningar, segmenterade magneter bundna med högtemperaturepoxi och ett torkmedel i rotorhuset.
Underhåll: Inspektera kylvätskekvaliteten var sjätte månad, undvik att köra genom djupt vatten (för att förhindra husläckage) och reparera beläggningsskador efter kollisioner.
Vindturbingeneratorer (utomhus, saltvattenexponering)
Beläggning: Zn-Ni-legering (för kustturbiner) eller PVD Al₂O₃ (för inlandsturbiner med hög temperatur).
Design: Labyrinttätningar på rotoraxeln, rotorkärna i rostfritt stål och ett regnskydd över motorn för att förhindra direkt vattenexponering.
Underhåll: Årliga NDT-inspektioner, rengör motorns utsida med färskvatten var tredje månad (för att ta bort saltavlagringar) och byt ut torkmedel vartannat år.
Industriella pumpmotorer (våt, kemisk exponering)
Beläggning: Epoxiharts med korrosionsinhibitorer (kostnadseffektivt) eller Ni-P (för kemikaliebeständighet).
Design: Hermetisk rotortätning, självhäftande magneter och ett korrosionsbeständigt rotorhus (aluminium).
Underhåll: Kontrollera om det läcker kylvätska varje månad, byt ut slitna packningar var 12:e månad och undvik att använda starka rengöringskemikalier nära motorn.
Sammanfattningsvis kräver skyddet av sintrade NdFeB-magneter i synkronmotorer en flerskiktsstrategi: effektiv ytbeläggning (anpassad till applikationen), designoptimeringar (porförsegling, rotorförsegling) och regelbundet underhåll (inspektion, fuktkontroll). Genom att kombinera dessa strategier kan tillverkare och operatörer förlänga magneternas livslängd från 5–8 år till 15–20 år, vilket minskar motoravbrott och utbyteskostnader – avgörande för tillförlitligheten hos elbilar, förnybara energisystem och industriell utrustning.
Jinlun Magnet specialiserat på forskning och utveckling, produktion och försäljning av högpresterande permanenta sällsynta jordartsmetaller magnetmaterial.
Snabblänkar
Kontaktinfo.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 Nr. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiang-provinsen, Kina
Nr. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiang-provinsen, Kina
Mobil QR-kod
Upphovsrätt © Ningbo Jinlun Magnet Technology Co., Ltd. Alla rättigheter reserverade.
Kina sintrade NdFeB magnettillverkare grossist sintrade NdFeB magnet fabrik

TOP

